
在cnc加工中,常常会因为刀摆,刀具等原因,造成加工精度不够,公差做不到位。
为了解决这个问题,G41/G42它来了。
CNC加工中心可以使用G41/G42加刀补的发展史可以追溯到1970年代。
而当时G41G42加刀补并不是一个很普遍的加工技术哦
随着加工中心的迭代,加刀补技术也得到了进一步的完善和优化,到了如今,几乎所有的CNC加工中心都支持G41/G42加刀补功能了要是有机床不支持的话,怕是以前穿越过来的,怎么能穿越过来就不了解了。
今天而言会加刀补,这算是cnc操机师傅的入门级的技能了。
如何加刀补呢
加刀补格式,启用刀补G41 D_( G42 D_ );关闭刀补G40;
G41 是相对于刀具前进方向左侧进行补偿,称左刀补;
G42是相对于刀具前进方向右侧进行补偿,称右刀补;
D_是补偿的序号,D6就在6号刀里面加,如图,磨损和形状没什么不同,都可以的。

在实际加工中,G41的兄弟G42,认识一下就行,使用方法是一样的,一般是顺铣的,所以尽管用G41就可以的。
加刀补原理,简单点可以理解为,目前加工程序使用的刀具是10㎜,你加了刀补,补小了两个C(-0.02)机床就会把目前的刀具当作是9.98mm的刀具来执行程序,夸张点来说,相当于装了一把比较大的刀,过切了。
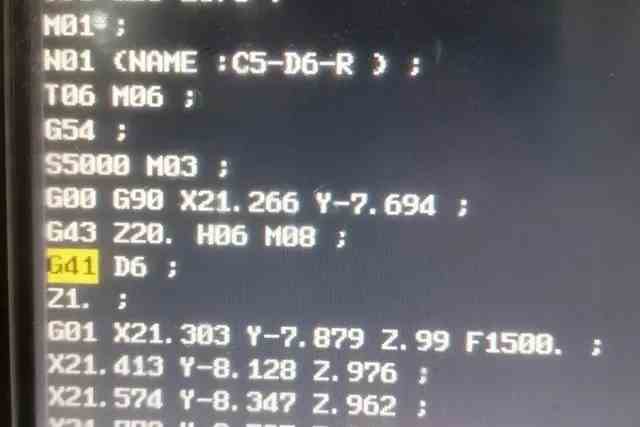
加在哪里,加在G43 H_这行的下一行比较合适,如图:
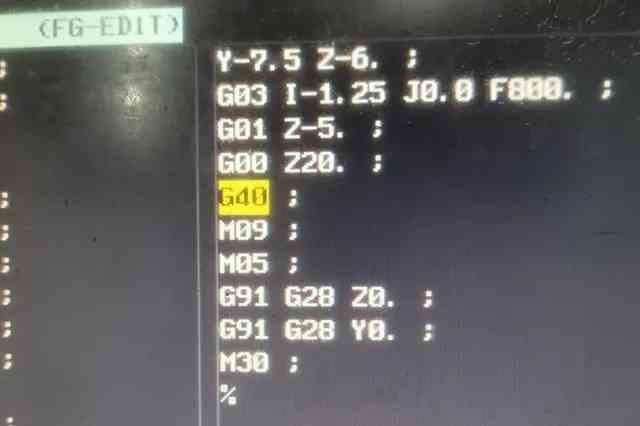
如要取消刀补,加G40,加在,加工完抬刀后面,如图:
注意事项,不取消(没有G40的话)那刀补就会一直在使用噢,没有G40,有些机器会报错,会报错的机器都是聪明的机器哈。
你学会了吗
好记不如操作一次,行动起来吧,操作一次就属于你的了。
下次就找不到了哦,想学更多的机加知识,点点关注,下次更新更精彩。
告诉你一个小窍门;你用了G41就不要用G42。比如说我们铣一个内孔;用G41补偿我们补偿我们在刀具磨耗中输入正数向里面缩;补偿负数向外面扩
如遇到订单丢失或者购买后商品内容不显示,请联系下面客服,将在第一时间给您处理
感兴趣的可以下载学习,严禁外传,资源失效请联系客服 QQ:704609453 微信:jutaoge999 补




